Bleaching Plant Manufacturers
Efficient Bleaching for Superior Oil Purity and Color

Efficient Bleaching for Superior Oil Purity and Color
The vegetable oil bleaching process is a crucial step in refining edible oils to remove impurities and improve their color, flavor, and shelf life.
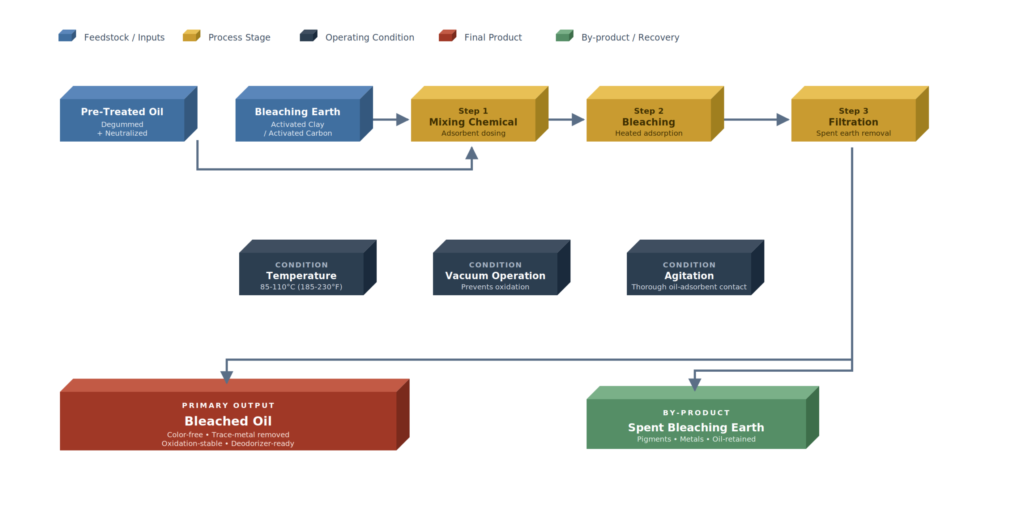
The vegetable oil bleaching process begins with pre-treatment of the crude oil, which includes degumming and neutralization. Degumming removes phospholipids, while neutralization eliminates free fatty acids. Once these preliminary steps are complete, the oil is ready for the bleaching stage.
While the process may seem simple, the parameters under which it is conducted are critical. Moisture levels, temperature, contact time and vacuum are just a few of the parameters that affect the process.
efining process.
There are 3 processes via which bleaching can be executed:
1) Mixing Chemical
2) Bleaching
3) Filtration
In the bleaching plant, the oil is mixed with bleaching earth or activated carbon, which are adsorbent materials used to attract and bind impurities. These impurities can include pigments like chlorophyll and carotenoids, as well as traces of metals and oxidation products that affect the oil’s quality.
The process involves heating the oil to a specific temperature, usually between 85°C to 110°C (185°F to 230°F), to enhance the efficiency of the adsorbents. The oil-adsorbent mixture is then agitated to ensure thorough contact between the oil and the adsorbents. This mixture is typically processed under vacuum to prevent oxidation and degradation of the oil.

After sufficient contact time, which can vary depending on the type of oil and the extent of impurities, the oil is filtered to separate the spent adsorbents from the bleached oil. The filtration process is critical, as it ensures that no adsorbent residues remain in the final product.
The clarified oil, now free of unwanted colorants and contaminants, is then subjected to further refining steps, such as deodorization, where any remaining odors and volatile compounds are removed. This results in a high-quality, stable, and visually appealing vegetable oil suitable for consumption.
The vegetable oil bleaching process within a bleaching plant is a meticulously controlled operation designed to purify and enhance the quality of edible oils. By effectively removing impurities and improving the oil’s properties, this process plays an essential role in the production of refined vegetable oils.

Trusted worldwide, Muez Hest provides end-to-end turnkey solutions delivering fully operational plants from design to delivery.






















March 15, 2025
October 20, 2024
At Muez Hest, we are one of the leading bleaching plant manufacturers in India, delivering advanced and high-efficiency solutions for the edible oil, oleochemicals and specialty chemical industries. Our bleaching systems are engineered to remove impurities, color bodies and oxidation products, ensuring cleaner, brighter and high-purity outputs.
With years of expertise, we offer fully customized bleaching plant designs that meet global safety and quality standards. Our bleaching units are built for energy-efficient performance, consistent quality and long-term reliability helping businesses achieve superior product clarity and stability.
Whether you require a stand-alone bleaching plant setup, pre-bleaching systems, filtration components or a complete refining line, Muez Hest provides end-to-end solutions from engineering to installation and commissioning.
The bleaching process is a vital step in refining oils, fats and specialty raw materials. It involves adsorbing and removing pigments, soaps, trace metals and impurities using activated bleaching earth or other adsorbents.
A well-designed bleaching plant setup ensures:
As trusted bleaching plant manufacturers, Muez Hest designs systems that provide precise temperature control, optimized mixing and effective filtration to ensure the highest purity. Our bleaching solutions support industries like edible oil refining, cosmetics, oleochemicals, nutraceuticals and specialty chemicals.
The accuracy and efficiency of the bleaching stage directly impact the quality of the final product. That’s why industries worldwide trust Muez Hest for modern, safe and high-performance bleaching plant solutions.
At Muez Hest, a trusted name among leading bleaching plant manufacturers in India and across global markets, we design each bleaching system to ensure superior oil purification, maximum efficiency and consistent quality. The bleaching process begins with the careful selection and pre-treatment of oils or fats, where impurities, pigments, trace metals and oxidation components are reduced for further processing.
Using advanced bleaching reactors, precise temperature control and high-performance adsorbents such as bleaching earth or activated carbon, our bleaching plant effectively removes colour bodies, improves clarity and enhances product stability. Every stage from slurry preparation to bleaching, filtration and final polishing is monitored under strict quality parameters to maintain purity and uniformity.
Our fully engineered bleaching plant setup includes automated systems, optimized energy consumption and advanced filtration units that ensure minimal oil loss and maximum adsorption efficiency. The process is designed to meet both domestic and international refinery standards, guaranteeing high-quality output for edible oils, oleochemicals and specialty products.
As one of the leading bleaching plant manufacturers, Muez Hest focuses on sustainable operation, low maintenance and long-term reliability. Our state-of-the-art bleaching systems help industries achieve consistent colour reduction, improved shelf life and premium-quality refined oils while supporting global demand for clean, safe and high-performance products.
As one of the leading bleaching plant manufacturers from India for global markets, Muez Hest offers complete turnkey bleaching solutions that ensure efficiency, safety and long-lasting performance.
From feasibility study to engineering, manufacturing, installation and operator training, we provide full-scale support to deliver a seamless bleaching plant setup tailored to your capacity and process requirements.
With clients across industries worldwide, we understand global quality norms and regional market needs, enabling us to deliver high-performance and compliant bleaching plant solutions.
Our plants are equipped with precision temperature control, optimized earth dosing and high-efficiency filtration to ensure consistent color reduction and superior purity.
We build bleaching plants for edible oils, oleochemicals, pharmaceutical intermediates, specialty chemicals and cosmetic applications all tailored to the client's specifications.
We design every bleaching plant setup with a focus on energy savings, minimal earth consumption, low emissions and maximum safety during operation.
Working with Muez Hest, a trusted name among leading bleaching plant manufacturers, offers many advantages for businesses that want to set up or upgrade their oil refining and purification systems.
Muez Hest’s expertise ensures smooth, safe and high-performance bleaching operations, making us a reliable partner for industries looking for long-term, scalable and cost-efficient bleaching solutions.
We follow a structured and professional methodology to deliver high-efficiency bleaching plants worldwide:
1. Consultation & Requirement Analysis: We understand your product type, desired color specifications, production goals, capacity and budget to design the right bleaching plant setup.
2. Design & Engineering: Our experts prepare P&IDs, layout plans, process flow diagrams and define key parameters to ensure safe, optimized and consistent bleaching operations.
3. Manufacturing & Component Sourcing: Reactors, filters, dosing systems, vacuum units and control panels are either manufactured in-house or sourced from trusted global partners.
4. Installation & Commissioning: We handle complete installation, alignment, vacuum testing, filtration checks and performance tests to ensure your bleaching plant runs smoothly from day one.
5. Training & After-Sales Support: We provide operator training, maintenance support and periodic audits to ensure long-term plant performance and efficiency.
Partner with Muez Hest, a globally trusted name in bleaching plant manufacturing and achieve superior product clarity, stability and overall refining efficiency. Whether you are building a new unit or upgrading an existing system, our advanced technology, high-quality engineering and turnkey support guarantee reliable performance.
Our bleaching solutions ensure better color reduction, improved product stability and high purity across applications like edible oils, oleochemicals, cosmetics and specialty chemicals.
Contact Muez Hest today to set up a world-class bleaching plant that enhances your production quality and supports sustainable, long-term growth.
Discover some of the most asked questions regarding Bleaching plant.
Muez Hest delivers complete Turnkey Solutions, not just equipment. As Global Manufacturers of bleaching plants, we manage the entire Global Turnkey Setup feasibility study, process and P&ID engineering, in-house manufacturing, installation, commissioning, performance testing, operator training and after-sales support so your plant is production-ready from day one.
Yes. Every Muez-Hest bleaching plant is engineered to the client’s feedstock, target colour specification, throughput and budget. We build custom systems for edible oils, oleochemicals, biodiesel, cosmetics, nutraceuticals and specialty chemicals, with capacities scaled from compact refineries to large industrial lines all delivered as tailored Turnkey Solutions.
Yes. Headquartered in Mumbai, India, Muez Hest is among the trusted Global Manufacturers of bleaching and oil refining plants, with installations across international markets. Our Global Turnkey Setup covers design, supply, on-site installation and commissioning anywhere in the world, meeting both Indian and international refinery standards.
Timelines depend on plant capacity, customization and site conditions, so Muez Hest defines an exact schedule after a requirement analysis. Because we provide full Turnkey Solutions engineering through installation and commissioning under one team projects move faster with fewer handoffs and a smooth start to production.
Bleaching plant pricing is quote-based, as it depends on capacity, oil type, automation level and degree of customization. Muez Hest prepares a tailored quotation after understanding your requirements, sharing your feedstock, target colour and throughput goals via our contact page and our team will return a costed Global Turnkey Setup proposal.
Bleaching is a refining step that removes colour pigments such as chlorophyll and carotenoids, plus trace metals, soaps and oxidation products from oils and fats. The oil is mixed with bleaching earth or activated carbon under heat and vacuum, agitated for adsorption, then filtered to remove the spent adsorbent leaving a clearer, more stable, higher-purity oil.
Bleaching is essential for improving oil colour, clarity and shelf life and for removing oxidation catalysts that affect stability. In the refining sequence it follows degumming and alkali refining and precedes deodorization, preparing the oil so downstream steps deliver a premium, consistent final product.


